![]()
![]()
![]()
![]()
What makes our induction hardening processes special
Thanks to our universal and special-purpose machines that operate at medium and high frequency (3–12 kHz and 50–550 kHz respectively), and our dual-frequency process (10–250 kHz) for precise contour hardening, we can harden workpieces to almost any depth. Our machines can accommodate workpieces measuring up to 5 m in length and 5 m in diameter (depending on which process is required). If you’re not sure which of our heat treatment solutions is the right choice for your components, we’ll be happy to advise you and answer any questions you may have.
Induction hardening in an inert atmosphere
The aim of this hardening process is to obtain a scale-free surface. This requires the use of an inert gas – hence the name.
The idea is to shield the heated area by purging the atmosphere and creating a protective barrier using an inert gas. This is an extremely complex process that requires a great deal of experience. The effort is worth it though, as the finished parts require very little rework.
Any questions?
We’ll be happy to help.
You can get in touch by email or phone:
- 0049 7131 9092-0
Product examples
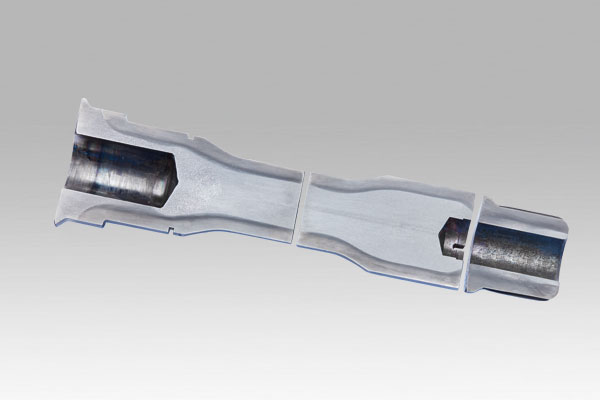

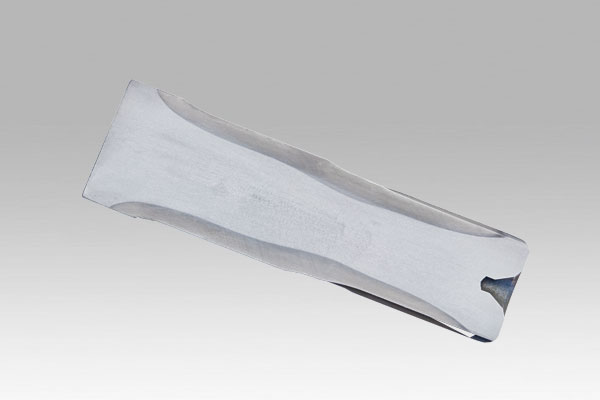
PROCESS
During induction hardening, energy is transmitted to the workpiece by a copper coil. Large quantities of energy can be transferred in very little time, because the process generates heat within the workpiece.